Product Thermal Capacity: 35-75 t/h
Working Pressure: 1.25-5.3 MPA
Available Fuel: Bituminous coal, anthracite, meagre coal, lignite, gangue, waste, sludge
Available Industries: Chemical, food, tobacco, textile, printing and dyeing, feed, medicine, building material, wine, rubber, hospital
DHX Series Steam Boiler Introduction
As a new mature high-efficiency and low-pollution clean coal technology, circulating fluidized bed combustion (CFBC) technology has many advantages that other combustion methods do not have. Circulating fluidized bed combustion is low-temperature combustion, so the NOx emission is much lower than that of pulverized coal furnace, only 200ppm. CFBC can desulfurize directly during the combustion process, and the desulfurization efficiency is high. The technology and equipment are simple and economic, and the costs of its initial investment and operation are much lower than those of dry pulverized coal furnace and flue gas desulfurization (PC+FCD). The discharged ash residue has good activity and is easy to be comprehensive utilized without secondary ash residue pollution. The load adjustment range is large, and the low load can be reduced to about 30% of the full load.
DHX Series Steam Boiler Advantage
- High efficiency, wear resistance, separation efficiency ≥ 98%, effectively improve the combustion efficiency of the boiler thermal efficiency.
- Large furnace, low velocity design; the boiler manufacturing application of wearproof tube technology, reducing erosive abrasion.
- Extend the residence time of coal particles in the furnace so that the coal can be fully burned.
- Coal fired CFB steam boiler adopt bell type hood to distribute air averagely and avoid fuel reverse to wind chamber.
- By particle optimization, the operating bed pressure can be decreased to 3500Pa, which effectively saves operating costs and greatly reduces the oxynitride generated.
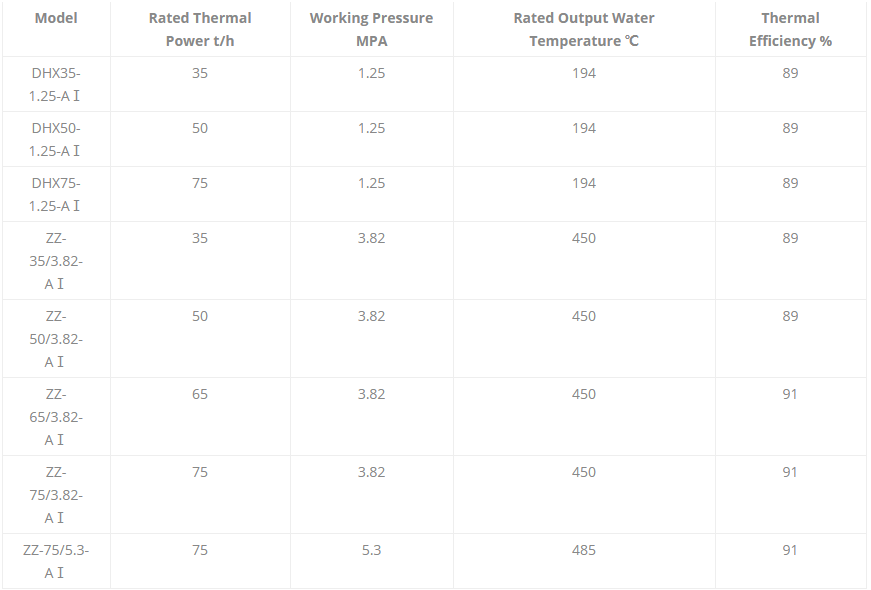
DHX Series Steam Boiler Parameters